Tomboŝtono
Fono
Tomboŝtonoj estas konataj sub multaj malsamaj nomoj, kiel ekzemple memorŝtonoj, tomboŝtonoj, tomboŝtonoj, kaj tomboŝtonoj.Ĉiuj el kiuj validas por la funkcio de tomboŝtonoj;la memorigo kaj rememoro de la mortinto.Tomboŝtonoj estis origine faritaj de kampoŝtonoj aŭ lignopecoj.En kelkaj lokoj, ŝtonoj (referitaj kiel "lupaj ŝtonoj") estis metitaj super la korpon por malhelpi kadavromanĝantajn bestojn malkovri malprofundan tombon.
Historio
Arkeologoj trovis neandertalajn tombojn kiuj datiĝas de 20,000-75,000 jaroj.La korpoj estis malkovritaj en kavernoj kun grandaj ŝtonamasoj aŭ rokoj kovrantaj la malfermaĵojn.Supozeble ke tiuj tombolokoj estis hazardaj.La vunditoj aŭ mortantoj estis verŝajne postlasitaj por resaniĝi, kaj la ŝtonoj aŭ rokoj estis puŝitaj antaŭ la kaverno por protekto kontraŭ sovaĝaj bestoj.La Sharindar Kaverno en Irako estis hejmo al la restaĵoj de persono (ĉ. 50,000 a.K.) kun floroj disŝutitaj ĉirkaŭ la korpo.
Diversaj aliaj metodoj de entombigo formiĝis kiel tempo pluiris.La ĉinoj estis la unuaj se temas pri uzi ĉerkojn por enhavi siajn mortintojn iom da tempo ĉirkaŭ 30,000 a.K. Mumiĝo kaj enbalzamigado estis uzitaj proksimume 3200 a.K. por konservi la korpojn de la egiptaj faraonoj por la postvivo.La faraonoj estus metitaj en sarkofagon kaj enterigitaj kun statuoj reprezentantaj siajn servistojn kaj fidindajn konsilistojn, same kiel oron kaj luksojn por certigi ilian akcepton en la mondo pretere.Kelkaj reĝoj postulis ke iliaj faktaj servistoj kaj konsilistoj akompanu ilin en morto, kaj la servistoj kaj konsilistoj estis mortigitaj kaj metitaj en la tombon.Kremacio, kiu komenciĝis proksimume la sama tempo kiel mumiĝo, ankaŭ estis populara metodo de forigo de la morta.Hodiaŭ ĝi respondecas pri 26% de disponmetodoj en Usono kaj 45% en Kanado.
Dum religioj formiĝis, kremacio estis malestimata.Multaj religioj eĉ malpermesis kremacion, asertante ke ĝi rememoris pri paganaj ritoj.Entombigo estis la preferata metodo, kaj foje la mortintoj estis aranĝitaj dum tagoj en la hejmo por ke homoj povis pagi sian respekton.En 1348, la Pesto trafis Eŭropon kaj devigis homojn enterigi la mortintojn kiel eble plej baldaŭ kaj for de la urboj.Tiuj morto- kaj entombigritoj daŭris ĝis tombejoj superfluis kaj, pro la multaj malprofundaj tomboj, daŭre disvastigis malsanon.En 1665, la angla parlamento regis en favoro de havado de nur malgrandaj entombigoj kaj la laŭleĝa profundo de tomboj estis igita stari je 6 ft (1.8 m).Tio malpliigis la disvastiĝon de malsano, sed multaj tombejoj daŭre estis troloĝataj.
La unua tombejo simila al tiuj viditaj hodiaŭ, estis establita en Parizo en 1804 kaj nomita "ĝardeno-" tombejo.La Pèere-Lachaise estas hejmo de multaj famaj nomoj kiel ekzemple Oscar Wilde, Frederick Chopin, kaj Jim Morrison.Estis en tiuj ĝardentombejoj ke la tomboŝtono kaj monumentoj iĝis kompleksaj verkoj.Onies socia statuso determinis la grandecon kaj arton de la monumento.Fruaj monumentoj prezentis terurajn scenojn kun skeletoj kaj demonoj por ensorbigi timon de la postvivo en la vivantoj.Poste en la deknaŭa jarcento, tomboŝtonoj evoluis en favoro de pacaj scenoj, kiel keruboj kaj anĝeloj gvidantaj la mortinton supren.Usono establis sian propran kamparan tombejon, The Mount Auburn Cemetery en Kembriĝo, Masaĉuseco, en 1831.
Krudmaterialoj
Fruaj tomboŝtonoj estis faritaj el ardezo, kiu estis havebla loke en frua Nov-Anglio.La venonta materialo por iĝi populara estis marmoro, sed post tempo la marmoro eroziis kaj la nomoj kaj detaloj de la mortinto estis neĉifreblaj.Antaŭ 1850, granito iĝas la preferata tomboŝtonmaterialo pro sia rezisteco kaj alirebleco.En modernaj monumentoj granito estas la ĉefa krudaĵo uzata.
Granito estas fajra roko kunmetita ĉefe de kvarco, feldspato kaj plagioclase-feldspato kun aliaj malgrandaj pecetoj da mineraloj miksitaj. Granito povas esti blanka, rozkolora, helgriza aŭ malhelgriza.Ĉi tiu roko estas farita el magmo (fandita materialo) kiu estas malrapide malvarmetigita.La malvarmigita magmo estas eltrovita tra ŝanĝoj en la terkrusto kaj erozio de grundo.
Dezajno
Estas sennombraj manieroj personecigi tomboŝtonon.Epitafoj intervalas de skribaj citaĵoj ĝis obskuraj kaj humuraj deklaroj.Akompanaj statuetoj povas esti ĉizitaj en, metitaj sur, aŭ apud la ŝtono.Grando kaj formo de tomboŝtonoj ankaŭ varias.Ĝenerale, ĉiuj ŝtonoj estas maŝinpoluritaj kaj ĉizitaj, tiam fajne detaligitaj mane.
La Fabrikado
Procezo
- La unua paŝo estas elekti la tipon (tipe marmoro aŭ granito) kaj koloron de la ŝtono.La granitbloko tiam estas tranĉita de la praroko.Estas tri manieroj fari ĉi tion.La unua metodo estas borado.Tiu metodo uzas pneŭmatikan borilon kiu boras vertikalajn truojn 1 in (2.54 cm) dise kaj 20 ft (6.1 m) profunde en la graniton.La ŝtonministoj tiam uzas 4 in (10.1 cm) longajn ŝtalpecojn kiuj havas ŝtaldentojn por fortranĉi ĉe la kerno de la roko.
Jeta trapikado estas multe pli rapida ol borado, proksimume sepoble.En tiu metodo, 16 ft (4.9 m) povas esti elrompitaj en unu horo.La procezo uzas raketmotoron kun kava ŝtalŝafto por forpeli miksaĵon da premizita hidrokarbidofuelo kaj aeron en la formo de 2,800 °F (1,537.8 °C) flamo.Tiu flamo estas kvin fojojn la rapido de sono kaj tranĉas 4 in (10.2 cm) en la graniton.
La tria maniero estas la plej efika metodo, pli trankvila, kaj preskaŭ ne produktas malŝparon.Akvojeta trapikado uzas akvopremon por tranĉi la graniton.Estas du sistemoj de trapikado de akvo jeto, malalta premo kaj alta premo.Ambaŭ elsendas du akvofluojn, sed la malaltpremaj sistemfluoj estas sub 1,400-1,800 psio, kaj la altpremaj riveretoj estas malpli ol 40,000 psio.La akvo de la jetoj estas recikligita, kaj la metodo minimumigas la erarojn kaj malŝparitan materialon.
- La sekva paŝo estas forigi la blokon de la ŝtonmineja lito.Laboristoj prenas grandajn pneŭmatikajn borilojn kun 1.5-1.88 in (3.81-4.78 cm) ŝtalpecoj kun karbido kaj boras horizontale en la blokon el granito.Ili tiam metas paper-envolvitajn eksplodajn ŝargojn en la truojn.Post kiam la pagendaĵoj estas metitaj, la bloko faras puran paŭzon de la resto de la roko.
- Granitblokoj estas kutime proksimume 3 ft (0.9 m) larĝaj, 3 ft (0.9 m) altaj, kaj 10 ft (3 m) longaj, pezante proksimume 20,250 funt. (9,185 kg).Laboristoj aŭ buklas kablon ĉirkaŭ la bloko aŭ borhokoj en ambaŭ finojn kaj fiksas la kablon al la hokoj.Laŭ ambaŭ manieroj la kablo estas alkroĉita al granda derriko kiu levas la granitblokon supren kaj sur platkamiono kiu transportas ĝin al la tomboŝtonproduktanto.La ŝtonminejoj tendencas esti sendepende posedataj kaj vendi la graniton al produktantoj, sed ekzistas kelkaj pli grandaj firmaoj kiuj posedas ŝtonminejojn.
- Post alvenado en la fabrikejon, la granitslaboj estas malŝarĝitaj sur transportbendo kie ili estas tranĉitaj en pli malgrandajn slabojn.La slaboj estas ĝenerale 6, 8, 10, aŭ 12 in (15.2, 20.3, 25, kaj 30.4 cm, respektive) dikaj.Ĉi tiu paŝo estas farita per rotacia diamantsegilo.La segilo estas provizita per 5 ft (1.5 m) aŭ 11.6 ft (3.54 m) solida ŝtala diamantklingo.La klingo kutime havas proksimume 140-160 industriajn diamantsegmentojn kaj havas la kapablon tranĉi mezumon de 23-25 ft.2(2,1-2,3 m2) horo.
- La tranĉitaj slaboj estas pasitaj sub ŝanĝiĝantan nombron da rotaciaj kapoj (kutime ok ĝis 13) kun malsamaj niveloj de grulo aranĝitaj.
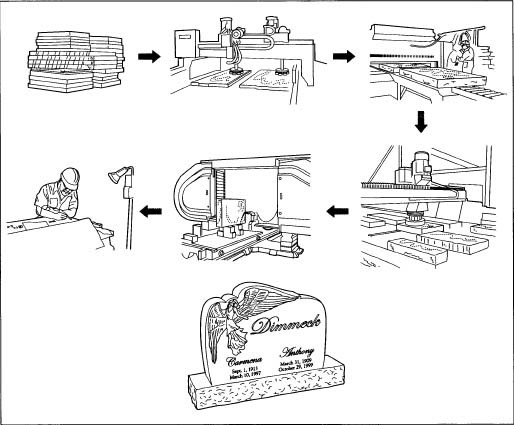
La fabrikado de tomboŝtono.
de la plej abrasiva ĝis la malplej.La unuaj malmultaj kapoj havas severan diamantan grajnon, la mezaj kapoj estas por hontigo, kaj la lastaj kapoj estas ekipitaj per feltaj bufrokusenetoj.Ĉi tiuj kusenetoj havas akvon kaj aluminian aŭ stanan oksidan pulvoron por poluri la ŝtonon al glata, brila finpoluro.
- La polurita slabo tiam estas movita laŭ la transportbendo al la hidraŭlika rompilo.La rompilo estas provizita per karbiddentoj kiuj penas proksime al 5,000 psio da hidraŭlika premo sur la granitslabo, farante vertikalan tranĉon tra la ŝtono.
- La tranĉita ŝtono tiam estas formita en la taŭgan formon.Ĉi tio estas aŭ mane per ĉizilo kaj martelo, aŭ pli precize per plurklinga diamantsegilo.Ĉi tiu maŝino povas esti agordita por teni ĝis 30 klingojn, sed kutime estas nur ŝarĝita per ok aŭ naŭ.Ekipita per naŭ klingoj, ĉi tiu plurklinga diamanta segilo povas tranĉi 27 ft2(2,5 m2) horo.
- La surfacoj de la ŝtono tiam estas poluritaj denove.En tre aŭtomatigita procezo, 64 pecoj povas esti poluritaj samtempe.
- La vertikalaj randoj estas poluritaj per aŭtomatigita polura maŝino, simila al la surfacpolurilo.Ĉi tiu maŝino elektas la plej severan gruzkapon kaj laboras ĝin trans la vertikalaj randoj de la ŝtono.La maŝino tiam funkcias tra la aliaj griloj ĝis la randoj estas glataj.
- La radialaj randoj estas muelitaj kaj poluritaj samtempe uzante du diamantajn muelitajn tamburojn.Unu havas malmolan grajno-diamanton, kaj la dua havas pli fajnan grajnon.La radialaj randoj de la ŝtono tiam estas poluritaj.
- Se necesas komplikaj ŝtonformoj, la polurita ŝtono estas movita al la diamanta dratsegilo.La funkciigisto ĝustigas la segilon kaj komencas la procezon, kiu uzas komputilan programaron por gravuri la formojn en la tomboŝtonon.Ajna fajna akvaforto aŭ detaligo estas finita mane.
- La tomboŝtono tiam estas preta por finiĝi.Rock Pitching implicas ĉizi la eksterajn randojn de la ŝtono permane, donante pli difinitan, personan formon.
- Nun kiam la tomboŝtono estas polurita O kaj formita, estas tempo por la gravuraĵo.Sabloblovado estas ĝenerale uzata.Likva gluo estas aplikata al la tomboŝtono.Gumŝablono estas aplikata super la gluo kaj tiam kovrita per karbon-apogita aranĝo de la dezajno.La karbono transdonas la dezajnon preparitan de la desegnisto, sur la kaŭĉukan ŝablonon.La laboristo tiam tranĉas la leterojn kaj dezajnotrajtojn kiuj estas dezirataj sur la ŝtono, eksponante ilin al la sablado.La sablado estas aŭ mane farita aŭ aŭtomatigita.Ambaŭ metodoj estas faritaj en enfermita areo pro la danĝeroj de la procezo.La laboristo estas tute kovrita por esti protektita kontraŭ la grajnoj reflektitaj de la ŝtono.La kurstranĉa abrasivo estas praktikata ĉe forto de 100 psio.Polvokolektantoj kolektas kaj konservas la polvon por reuzo.
- La ŝtono tiam estas ŝprucita per altprema vaporo por forigi ajnan restaĵon de ŝablono aŭ gluo.Ĝi denove estas polurita kaj proksime inspektita, tiam pakita en celofano aŭ peza papero por protekti la finpoluron.La pakaĵo estas metita en kestojn kaj sendita al la kliento aŭ funebra direktoro.
Kontrolo de kvalito
Kvalita kontrolo estas forte devigita dum la produktada procezo.Ĉiu slabo el malglata granito estas kontrolita por kolorkonsistenco.Post ĉiu polura paŝo, la ĉefŝtono estas ekzamenita por difektoj.Ĉe la unua signo de blato aŭ gratvundeto, la ŝtono estas forigita de la linio.
Kromproduktoj/Malŝparo
Depende de la tranĉa procezo uzata ĉe la ŝtonminejo, malŝparo varias.Borado estas la malplej preciza metodo de elrompado, tiel produktante la plej multajn rubojn.La metodo de akva jeto produktas la plej malgrandan kvanton da brua poluo kaj polvo.Ĝi ankaŭ estas pli fuelefika ol la aliaj procezoj, kaj ebligas la akvon esti recikligita.En sablado estas malmulte da malŝparo ankaŭ ĉar la sablopartikloj ankaŭ estas kolektitaj kaj recikligitaj.Ajnaj misaj granitaj ŝtonoj de la fabrikado estas ĝenerale venditaj al aliaj produktadfirmaoj aŭ eksportitaj eksterlande.Aliaj subnormaj ŝtonoj estas forĵetitaj.
La Estonteco
Estas multaj novaj teknikoj, kiuj uzas novigan programaron por gravuri dezajnojn sur tomboŝtonoj.Lazera akvaforto estas venonta evoluo kiu permesas bildojn kaj pli komplikajn dezajnojn esti surmetitaj sur la tomboŝtono per lasera radio.La varmeco de la lasero krevas la kristalojn sur la surfacon de la granito, rezultigante levitan, helkoloran akvaforton.
La malplenigo de granito ne estas antaŭvidebla en proksima estonteco.Ĉar ŝtonminejoj estas elminitaj, novaj rimedoj formiĝas.Estas multaj regularoj, kiuj limigas la kvanton de granito kiu povas esti eksportita samtempe.Alternativaj metodoj de forigo de la mortintoj ankaŭ estas faktoroj kiuj povas limigi la produktadon de tomboŝtonoj.
Afiŝtempo: Jan-05-2021